13567515255
13567515255

新昌縣吉鑫制冷設備有限公司為您主要提供冷干機用冷凝器,不銹鋼銅翅片冷凝器,油冷機用散熱器等相關的展示和信息更新,歡迎您的收藏。


 全國服務熱線
全國服務熱線
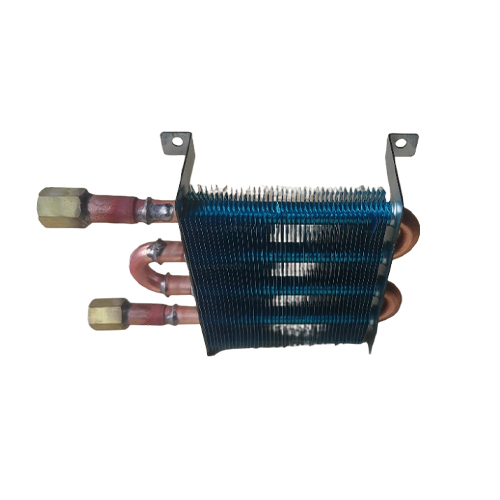
不銹鋼銅翅片冷凝器的維護需結合日常清潔、深度保養、安全操作及特殊工況防護,具體方法如下:
一、日常清潔與檢查
表面清潔
自然對流型:每月用軟毛刷或壓縮空氣清理翅片表面灰塵,防止堵塞。若環境灰塵較大,可每周清理一次。
強制對流型:每日檢查風機葉片積塵,每周用清水或專用清洗劑沖洗翅片,確保風量充足。
注意:清洗時避免使用硬物刮擦翅片,防止變形影響散熱效率。
內部水垢處理
若管程通入冷卻水,需在進水口安裝濾網(孔徑≤2mm),每日清理泥沙、藻類等雜質。
雨季或水質較差時,在冷卻水中添加緩蝕阻垢劑(如聚磷酸鹽類,濃度10-20mg/L),減少水垢生成。
化學清洗:針對頑固水垢,可配制5%-8%檸檬酸溶液(溫度40-50℃),循環浸泡2-4小時后用清水沖洗至中性(pH=6-7)。禁止使用濃鹽酸、硝酸等強腐蝕性試劑。
參數監控
每日記錄冷凝器進出口介質的溫度、壓力、流量等參數。若發現以下異常需立即停機排查:
換熱溫差突然縮小(如設計溫差15℃,實際降至8℃以下),可能是列管結垢導致換熱效率下降;
殼程壓力異常升高,可能是列管堵塞或封頭雜物堆積。
二、定期深度保養
列管清潔
物理清洗:每1-3個月對列管進行一次徹底清潔。
針對無機鹽結垢(如碳酸鈣、硫酸鈣),采用高壓水射流清洗(壓力8-15MPa,噴嘴直徑2-5mm),從管程兩端逐一沖洗列管內壁。
若列管內徑較小(≤20mm),可使用專用尼龍刷(刷頭直徑略大于列管內徑)手動通管,避免劃傷不銹鋼內壁。
化學清洗:針對有機物結垢(如油脂、樹脂)或頑固水垢,按上述化學清洗流程操作。
密封與焊接檢查
拆卸封頭,檢查密封墊片有無裂紋、變形或硬化,若有則更換同規格墊片。安裝時需在墊片兩面均勻涂抹耐高溫密封膠(如硅酮密封膠,耐溫-60-200℃)。
檢查管板與列管的焊接處,若發現焊縫腐蝕或滲漏,需用不銹鋼焊條(如304材質對應E308焊條)補焊,焊后進行拋光處理,避免形成腐蝕死角。
殼體與外部部件保養
每周用抹布擦拭冷凝器殼體外壁,去除灰塵、油污。若發現殼體表面有劃痕或銹跡,需用砂紙(400目以上)打磨后涂抹不銹鋼專用防銹漆(如環氧富鋅漆)。
檢查支座與地腳螺栓,若出現松動需及時緊固,避免設備運行時振動過大導致列管變形。
寒冷地區冬季停機后,需排空殼程與管程內的介質,防止凍脹損壞列管。
三、安全操作規范
清洗前準備
完全隔離系統,關閉電源、閥門并掛上警示牌。
對冷凝器進行充分泄壓和冷卻,防止高溫或高壓導致人員受傷。
操作人員需佩戴防護眼鏡、橡膠手套、防酸服等勞保用品。
化學清洗安全
酸洗法除垢時,需在酸洗槽內配制好除垢溶液,開動酸洗泵使溶液在冷凝器的冷凝管中循環流動。清洗完成后,用1%苛性鈉溶液或碳酸鈉溶液循環清洗15分鐘,中和殘留酸液,最后用清水沖洗干凈。
禁止將酸液直接排入下水道,需按環保要求處理廢液。
應急處理
發現制冷劑泄漏時,立即關閉閥門,通風后處理,避免吸入有毒。
冷凝器過熱時,勿直接用水冷卻,防止熱應力導致開裂。
四、特殊工況保養
腐蝕性介質處理
若冷凝器用于處理酸性、堿性介質,需選用316L不銹鋼列管,并在列管內壁噴涂聚四氟乙烯涂層(厚度50-100μm),增強抗腐蝕能力。
每3個月檢測列管腐蝕情況:采用超聲波測厚儀測量列管壁厚,若壁厚減薄量超過原始厚度的10%,需及時更換列管。
高溫高壓工況
用于蒸汽冷凝、高溫工藝介質冷卻時,需加強溫度壓力監控。
每年度對列管進行水壓試驗,保壓30分鐘無滲漏,確保設備耐壓性能達標。
五、維護記錄與檔案管理
每次保養需詳細記錄“保養日期、保養內容、更換部件、檢測數據”,形成設備保養檔案,便于追溯故障原因。
制定應急預案,如突發泄漏時的停機流程、備用冷凝器切換方案,減少生產損失。


 聯系人:劉經理
聯系人:劉經理
 聯系電話:13567515255
聯系電話:13567515255
 郵箱:1092273444@qq.com
郵箱:1092273444@qq.com
 地址:浙江省紹興市新昌縣岙坑路1號
地址:浙江省紹興市新昌縣岙坑路1號
Copyright©www.mjtanhuang.com ( 點擊復制 )新昌縣吉鑫制冷設備有限公司
冷干機用冷凝器怎么樣?不銹鋼銅翅片冷凝器哪家便宜?油冷機用散熱器哪家好?新昌縣吉鑫制冷設備有限公司主要提供冷干機用冷凝器,不銹鋼銅翅片冷凝器,油冷機用散熱器
Powered by 
熱門城市推廣: